ロボットレーザー溶接とガスシールド溶接の違い
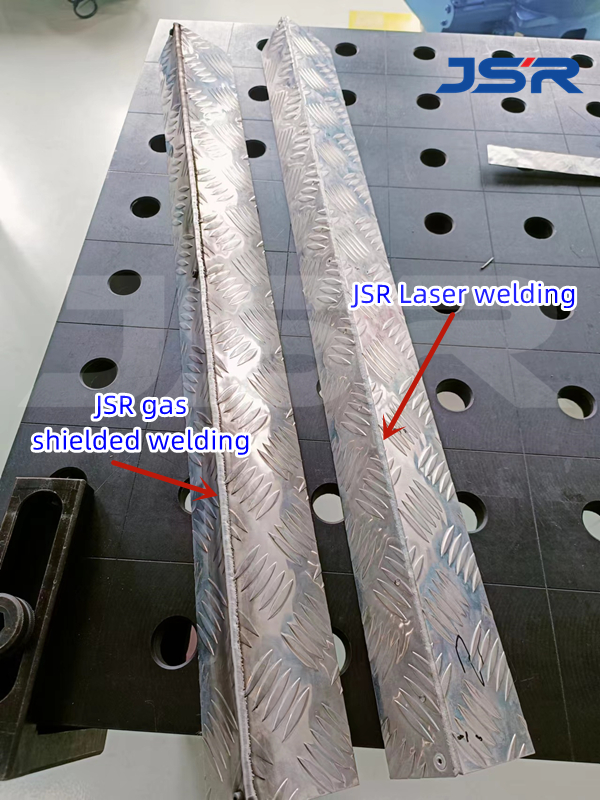
ロボットレーザー溶接とガスシールド溶接は、最も一般的な2つの溶接技術です。それぞれに独自の利点があり、工業生産における適用シナリオも異なります。JSRは、オーストラリアの顧客から送られてきたアルミニウム棒を加工する際に、これら2つの方法を用いて溶接試験を行っています。図に示すように、アルミニウム棒の溶接効果を比較すると以下のようになります。
レーザー溶接とは?
ロボットレーザー溶接:レーザービームを使用して溶接シームを溶融状態まで加熱し、レーザー溶接ヘッドを正確に位置決めすることで高精度の溶接を実現します。
ガスシールド溶接とは?
ガスシールド溶接: 溶接ガンを使用して電気アークにより高温を発生させ、溶接材料を溶かします。同時に、溶接領域はシールドガス (通常は不活性ガス) によって酸素やその他の外部汚染物質から保護されます。
https://youtube.com/shorts/Hfyqm0_tJ6c
ロボットレーザー溶接 VS ガスシールド溶接
1. 適用可能な材料:
• ロボットレーザー溶接:ステンレス鋼、アルミニウム合金などの薄い材料に適しています。
• ロボットガスシールド溶接:鋼鉄を含む厚い金属板への幅広い用途があります。
2.溶接速度:
• ロボットレーザー溶接:通常、溶接速度は速く、大量生産環境に適しています。JSRのお客様のワークピース溶接速度は20mm/秒です。
• ガスシールド溶接:溶接速度は一般的にレーザー溶接よりも遅いですが、特殊なワークピースや要求の高い現場では依然として重要な選択肢となります。写真のワークピースの溶接速度は8.33mm/sです。
3. 精度と制御:
• ロボットレーザー溶接:レーザー溶接は製品に対する要求が厳しく、接合部に隙間があるとレーザー溶接に悪影響を与えます。ロボットレーザー溶接は高い精度と制御性を備えており、極めて高い溶接品質が求められる用途に適しています。
• ガスシールド溶接:製品の欠陥許容率が高く、製品の接合部に隙間があっても溶接可能です。精度はレーザー溶接よりも若干劣りますが、要求が緩い用途には使用できます。
4.溶接効果:
• ロボットレーザー溶接:レーザー溶接は入熱量が少ないため、ワークピースへの熱影響が少なく、溶接継ぎ目は平らで滑らかな外観になります。
• ガスシールド溶接:溶接温度が高いため、溶接面が膨らみやすいので、研磨が必要なワークに適しています。
ロボットレーザー溶接とガスシールド溶接のどちらを選択するかは、材料の考慮、溶接品質要件、生産効率、後続処理などの具体的な生産ニーズによって異なります。場合によっては、それぞれの利点を最大限に生かすために、この 2 つを併用することもできます。
投稿日時: 2024年1月23日
